【製品寄稿】圧縮空気を使わない塗布方法/アネスト岩田
1.EAコーティングとは
アネスト岩田は今年創業90周年を迎えることができた。創業以来の主力商品である塗装機器における霧化技術の基本も、創業以来90年間大きく変わることなく圧縮空気を用いた塗布方法である。
今回紹介させていただく新開発商品であるEAコーティングは、圧縮空気を使用しない画期的な霧化技術により100%塗着を実現可能とした塗布方法であり、2017年1月発売予定の、未来を担う商品である。
EAコーティングとは、エレクトロスプレー法という圧縮空気を使用しない静電霧化技術を応用した塗布方法で「EAコーティング塗布ガン」を中心に「塗布方法」+「周辺機器」を一体とした塗布システムとなる。
2.EAコーティングガン
EAコーティングの中心であるガンは、基になったエレクトロスプレー法の欠点である「霧化が不安定」・「吐出量が少ない」という問題を改善し、エレクトロスプレー法の知られざる多くの特長を引き出すことが可能となる。
EAコーティング塗布ガンの基になったエレクトロスプレー法は、ノズルの先で高電圧を塗布材に印加するだけで霧にする技術であり、霧化から霧化粒子の搬送・塗着まで全てを静電気のみで行い、圧縮空気を使用しないため、EAコーティングの霧化粒子は今までの静電ガンと大きく異なる。これにより多くの特長を持った塗布ガンとなっている。
2.1 霧化粒子の帯電量が非常に高い
EAコーティングによって生成される粒子は、溶媒の蒸発により、静電気の帯電限界を超えたクーロン爆発を繰り返し微細な粒子に分裂していくが、クーロン爆発を起こすほどまでに帯電していることからも、非常に高帯電な状態の霧化粒子を作ることができる。
2.2 霧化粒子の搬送が電界のみ(圧縮空気不使用)
微細になった高帯電の霧化粒子は、ほぼ電気力線に沿って高速に移動し被塗物に向かう。今までの静電塗装機の霧化粒子では粒子の生成・搬送に圧縮空気を使用しているため、電界以外に空気の流れに粒子が大きく影響されていたが、EAコーティングでは霧化粒子の移動は電界による力のみで基本的には電気力線に沿って移動し、電界により常時加速され、高速に被塗物に到達する。
さらに、被塗物の形状により電界の形が変わることで「小さい」「細い」被塗物にも高塗着効率で塗布することが可能となる。
3.EAコーティングの特徴
3.1 EAコーティング利点
圧縮空気を使用せず、高帯電な霧化粒子の生成により、霧化塗布機器の理想であった霧化粒子の≒100%塗着を可能になる。
この高塗着効率により、「塗布材の節約」・「粒子飛散による周辺機器のメンテナンスの削減」が可能となり、さらに従来の塗布機器では塗着効率の低い被塗物(細い、小さい、隙間が多い)に対しても高塗着効率での塗布が可能となる。
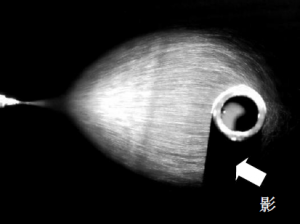
霧化した粒子が被塗物に集まっている
上の写真はφ10の棒材へのEAコーティングでの霧化粒子軌道をレーザー照射で観察したものだが、霧化された粒子がほぼ電気力線に沿って被塗物に集まる様子が観察される。
(1)穴・溝への入り込みが良い
高帯電の霧化粒子は高速で穴や溝内に入るため溝の奥に入りやすく、空気の跳ね返りによる粒子の飛散がなく、溝内・隙間への塗布に適している。
(2)マスキングが汚れにくい
絶縁材のマスキングを使用することで、マスキングに塗布材が付着しない塗布ができる。マスキングは表面が帯電して霧化粒子を反発するため、霧化粒子はマスキングを避けて被塗物にのみ塗布できる。
(3)内面塗布に適する
円筒や容器の内面塗布が容易に塗布できる。従来の圧縮空気を使用した塗布機器で内面塗装を行った場合、空気流によって霧化粒子が円筒や容器の内面に塗着しにくいとともに霧化機器に付着するなどの不具合を起こすことがあるが、EAコーティングでは圧縮空気を使用しないためこのような問題が生じない。また、圧縮空気を使用しない霧化頭は非常に小さくできるため、狭い空間に入れやすい特長を備えている。
さらに、塗布位置もノズルの向きを変えることなく、被塗物とノズルの距離を変えることで、ノズルの向きと異なる方向に塗布位置を変更でき、狭い空間での塗布に適している。
3.2 EAコーティングの弱点
(1)吐出量が少ない
EAコーティングで良好に霧化できる吐出量は今までの霧化機器と比べ極めて少量となる。従来のエレクトロスプレー法に比しては大きく吐出量を増加させたが、現状の吐出量は1ml/min程度までが限界と考えられ(塗布条件によってはさらに少ない)、大きな被塗物への塗布には不向きとなる。
(2)専用の塗布材が必要な場合がある
塗布材で霧化性能が大きく変わるため、都度の事前霧化テストが必要となる。場合によっては、塗布材料の調整や、専用の塗布材を開発する必要がある。
(3)吹付距離の安定が必要
霧化を安定するためには電界を安定にする必要があり、吹付距離の制御が重要となる。
4.EAコーティング塗布対象
EAコーティングは「高い入り込み性」・「高い付き回り性」・「少吐出量」などの特徴から、今までの塗布機器では困難であった小さい・細い・複雑・内部などを塗布することに適している。
アネスト岩田 経営企画部新規事業開発担当 佐藤和昭
※本寄稿は2016年10月27日号(4156号)『塗料報知』の「創立70周年記念特大号」に掲載された内容です。
関連記事